消失模铸造工艺生产电铲斗齿的优点有哪些?
斗齿是露天矿电铲上的主要易损件,铸件单重130kg,材质为ZGMnl3,轮廓尺寸为944mm×300mm×150mm,通常用传统的砂型铸造工艺生产这类铸件。由于砂芯多,工序复杂,既费工又费时,而且对工人的技术操作水平要求较高,因此生产出来的斗齿飞边毛刺也很难清理,废品率高。消失模铸造在技术上和经济上有许多优点:
(1)不用型芯,可省掉造芯工序及相关设备。
(2)无分型面,也没有芯头间隙,因而铸件上无飞边和毛刺。
(3)可以减少甚至取消起模斜度,也无需考虑分型负数及砂芯负数等工艺参数,提高了铸件的尺寸精度。
(4)发泡模容易粘合组装。
(5)作业环境好,生产成本低。
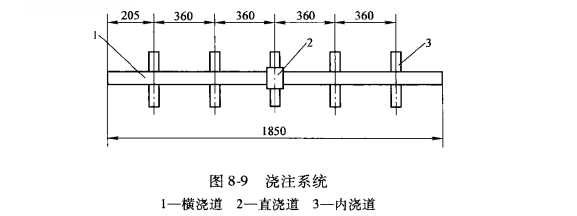
为了发挥消失模铸造的优势,提高工艺成品率,可采用群铸的方法铸造斗齿。利用底抽式负压砂箱,一箱摆放10件,斗齿的尖部朝下,相互平行地放于砂箱内部,横浇道的两侧各放5件,如图8-9所示,采用封闭式浇注系统,无需设置冒口。
浇注时,先点通直浇道,然后平稳快速地浇注,使钢水始终充满浇口杯直到浇注结束。这样直浇道内的EPS迅速汽化,并在短时间内就被钢水充满,可以有效地防止负压抽吸气体进入型腔,同时可在浇注系统内建立起一定的静压力,使钢水在充填过程中不易卷入气体、残渣,可有效地避免气孔、残渣等缺陷,同时也可防止因铸件产生局部塌箱而造成废品。
消失模铸造得到的铸件成形良好,几何尺寸完全符合要求;铸件表面质量好,无飞边毛刺、无缩孔、缩松现象,无冒口;使清铲、切割工作量减少了50%;铸件的成品率比传统的砂型铸造提高了40%以上。